

Тип работ: Диагностика и ремонт
Оборудование: Горизонтальный фрезерный станок с ЧПУ

При вызове инструмента в автоматическом режиме работы на различных углах разворота манипулятора магазина происходит останов цикла смены инструмента и аварийное прерывание управления станка.
В данной ситуации происходит периодическая потеря положения угла разворота манипулятора по информационному каналу ЧПУ. Обратная связь по положению манипулятора реализована магнитно круговым датчиком, определяющим положение разворота автоматической руки манипулятора при различном задании перехвата инструмента с учётом алгоритма ПЛК.
Датчик положения имеет дополнительное устройство цифровой индикации УЦИ. На его панели периодически появляются сообщения об ошибке, потеря положения при вращении ответной части составного магнита. Данный элемент установлен на редукторе поворотного механизма с коэффициентом редукции 1:1.

Ошибка на панели УЦИ датчика положения разворота руки манипулятора

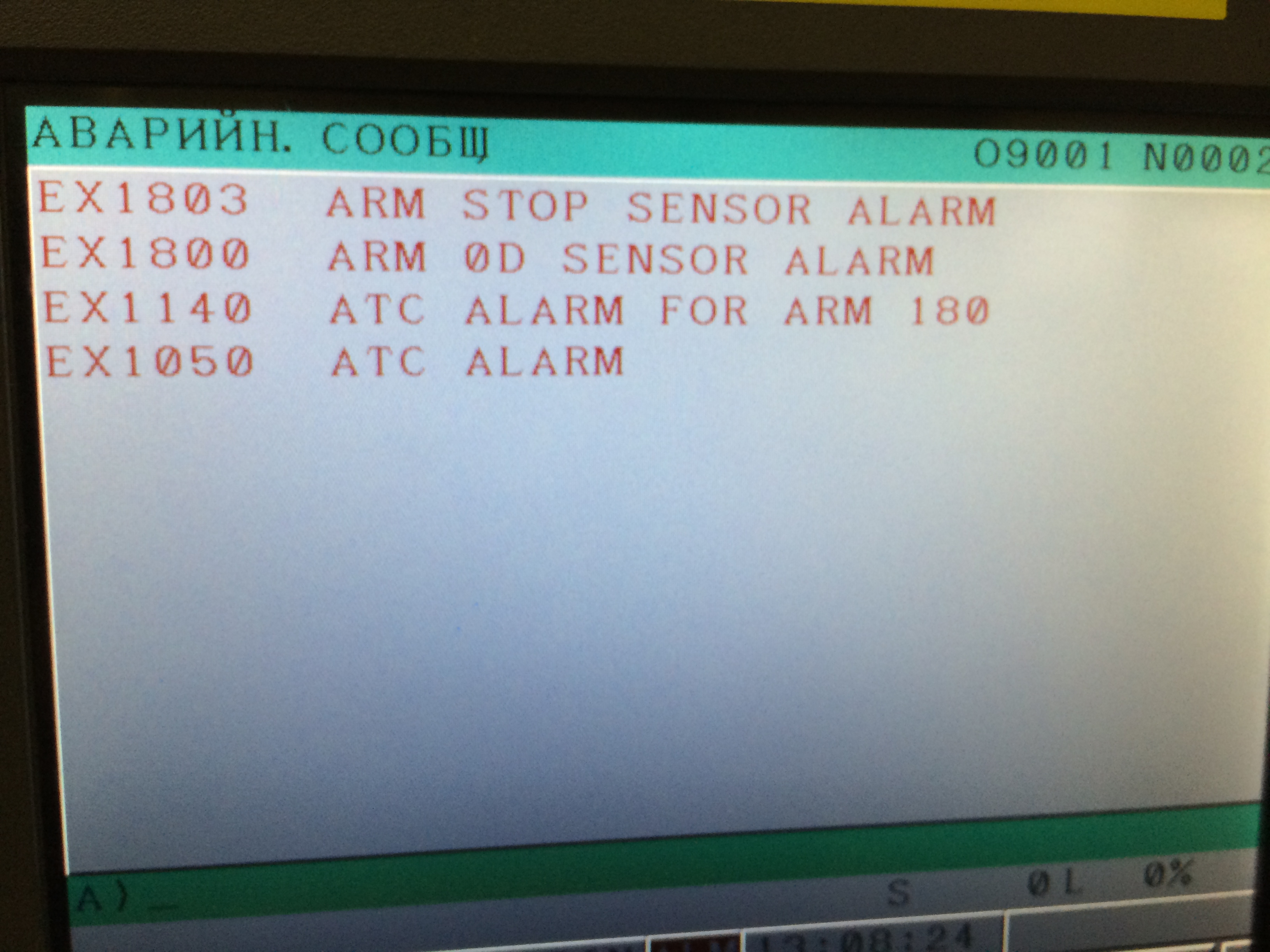
Так же происходит сопровождение ошибок и со стороны ЧПУ, указывающие на неопределённость положения разворота руки манипулятора:
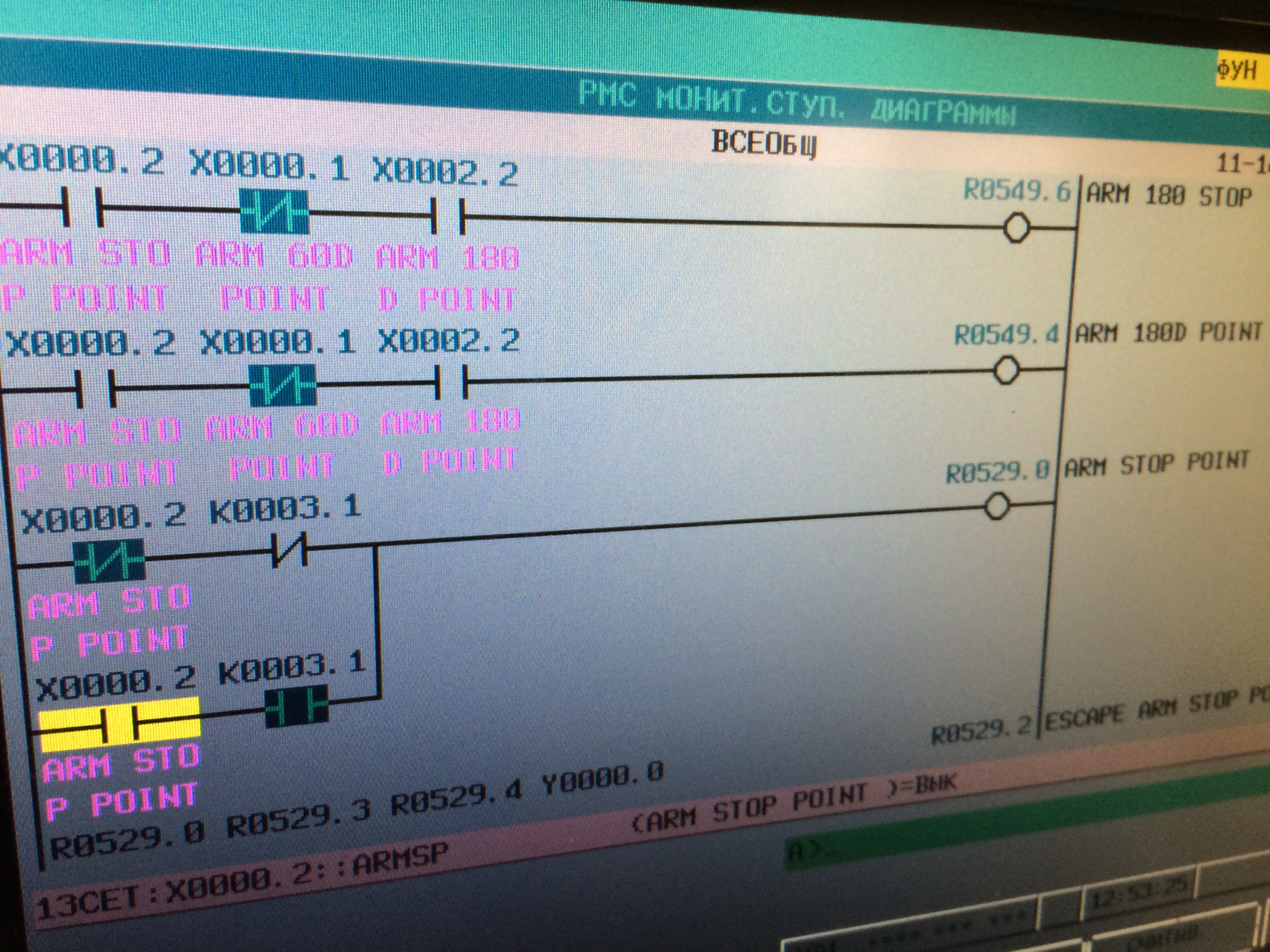
В результате анализа ошибок программы электроавтоматики PLC, интегрированной в систему ЧПУ, описанной станкостроителем, была определена неисправность данного датчика положения учитывающего угол разворота манипулятора магазина инструментов.
Проведена замена датчика с последующим выставлением зазора между считывающим элементом головки приёмника и вращающимся магнитным наконечником вала. Проверено биение вращающегося элемента.



Проверена стабильность работы на всём диапазоне вращения. Вращение манипулятора осуществляется в ручную, механически разворачивая вал асинхронного двигателя.

После проведения замены датчика было определено смещение нулевого положения кругового датчика, математически скомпенсировано значение в УЦИ данного устройства. У данной модели датчика дополнительно конфигурируются четыре цифровых выхода. Настроены параметры допуска положения точного останова измерительной системы по каждой рабочей позиции через УЦИ. Данные цифровые выходы имеют активное состояние при достижении требуемого угла разворота и учитываются в программе ПЛК.

Отредактирована программа электроавтоматики ПЛК и отработана по шагам этапы алгоритма смены инструмента со всеми положениями разворота автоматической руки манипулятора в наладочном режиме работы оборудования. Далее была проведена проверка со сменой инструмента по всем позициям магазина уже в автоматическом режиме, сбоев и ошибок в работе не обнаружено.
Датчик отражает корректную информацию по всем положениям разворота автоматической руки манипулятора.


Станок исправен и сдан заказчику для дальнейшей его эксплуатации.