

Тип работ: Пусконаладочные работы
Оборудование: Горизонтальный фрезерный станок Sanco с ЧПУ Fanuc
- Устанавливаем приёмник Renishaw RMI-Q. Для этого первоначально определяем место, чтобы ничего не препятствовало (шпиндель, поворотные головки, инструментальный магазин и т.д.) сигналам связи между приёмником и датчиками;
- Установка датчика –приемника на станок осуществлялось путем крепления на изогнутую платину под 90ᵒ, так как в станке не предусмотрено место для установки датчиков. Заранее измеряем расстояние чтобы хватило защитной гофры;
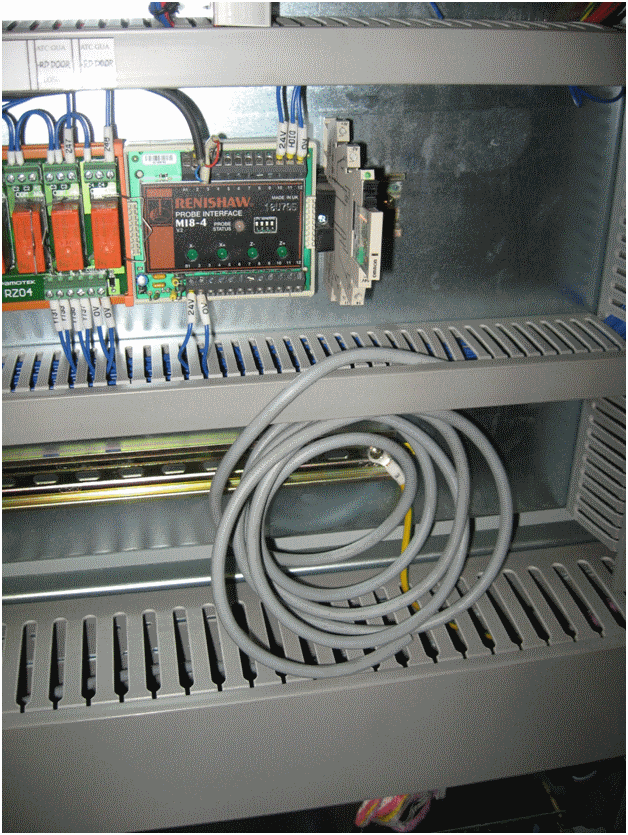
- Проводим кабель по кабель-каналам станка и электро-шкафа. Так как на этом станке был установлен датчик TSR-27R и все необходимые кабели в систему ЧПУ были проведены
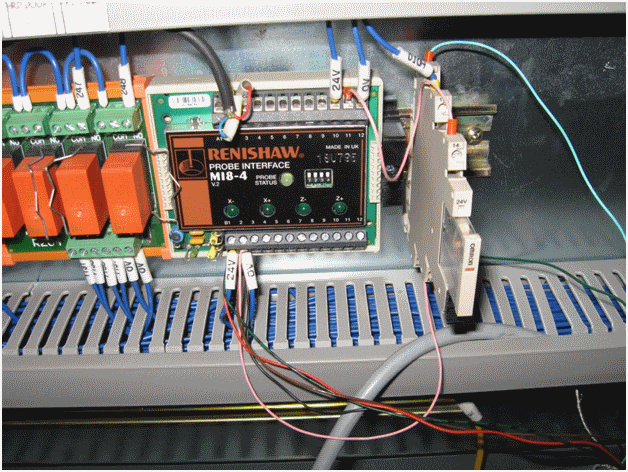
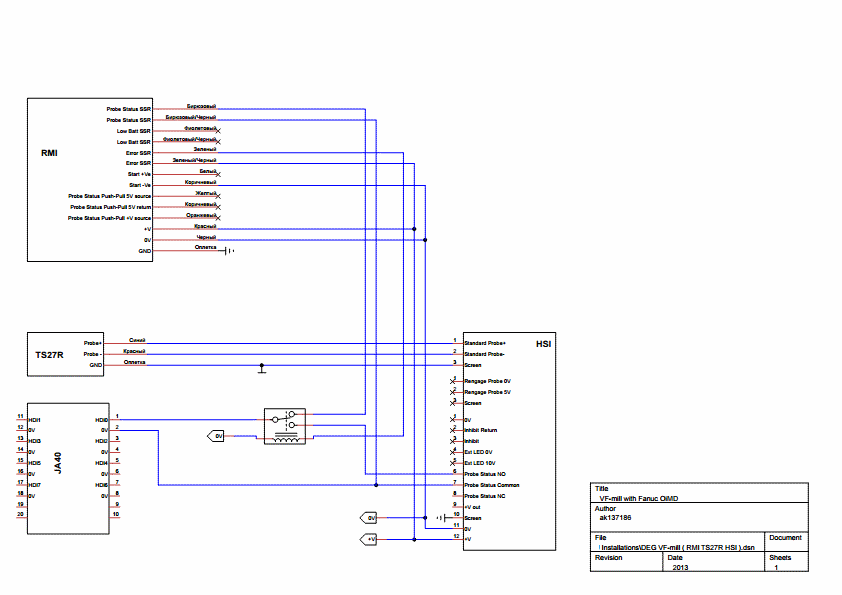
- Подключение датчиков осуществлялось по схеме.
- Принцип работы включения и работы датчиков таков:
- В стандартном состоянии сигнал в чпу приходит от TSR-27R;
- Вращаем шпиндель на 500 обмин для включения датчика;
- Приемник RMI-Q (постоянно включен в состоянии ошибки и ищет сигнал) находит датчик , ошибка уходит и переключает реле - тем самым сигнал идет от RMP-60;
- 4. После измерений для выключения опять вращаем шпиндель на 500 обмин.;
- Записать параметры которые шли вместе с датчиком.
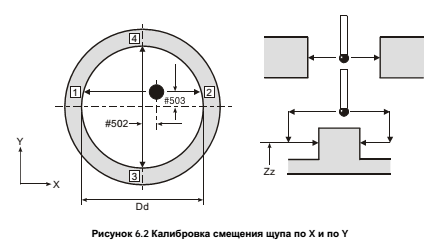
- Установка значений X, Y, Z в качестве рабочего смещения.
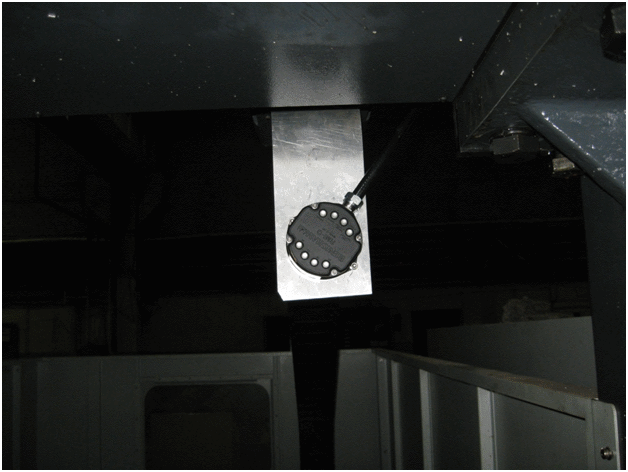
Вид прямой от шпинделя.
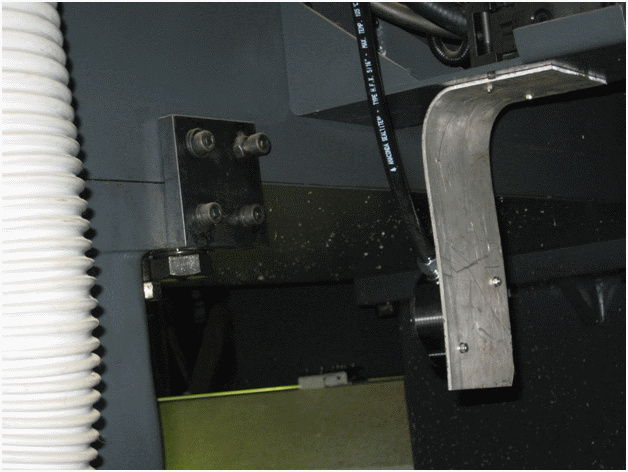
Вид с сзади от электро-шкафа
Подключить тестовые контакты к разъему JA40 и проверить изменение байта F122 ( F47 для Fanuc15 ) в системе PMC DIAGNOSTICS – реакция отдельных битов на замыкание контактов HDI0-HDI7 с контактами 0V.
Параметр Бит Обозначение Значение Описание
F122
(F47 для Fanuc15)7 1
Вход HDI7 замкнут на 0 Вольт - активен
0 Вход HDI7 разомкнут – неактивен
1
6 1 Вход HDI6 замкнут на 0 Вольт - активен
0 Вход HDI6 разомкнут – неактивен
5 1 Вход HDI5 замкнут на 0 Вольт - активен
0 Вход HDI5 разомкнут – неактивен
4 1 Вход HDI4 замкнут на 0 Вольт - активен
0 Вход HDI4 разомкнут – неактивен
3 1 Вход HDI3 замкнут на 0 Вольт - активен
0 Вход HDI3 разомкнут – неактивен
2 1 Вход HDI2 замкнут на 0 Вольт - активен
0 Вход HDI2 разомкнут – неактивен
1 1 Вход HDI1 замкнут на 0 Вольт - активен
0 Вход HDI1 разомкнут – неактивен
0 1 Вход HDI0 замкнут на 0 Вольт - активен
0 Вход HDI0 разомкнут – неактивен
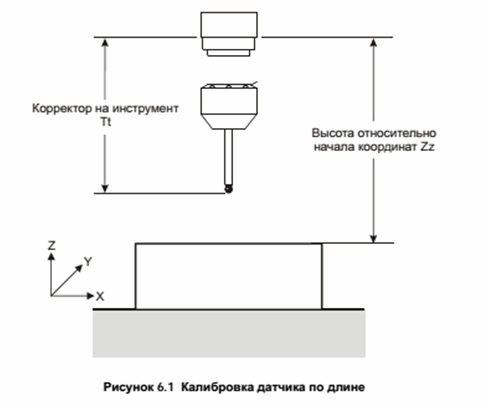
Далее собираем датчик и калибруем.
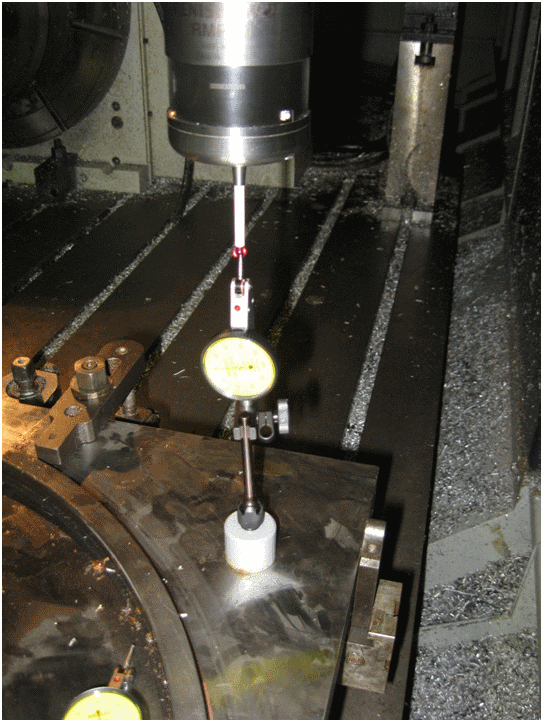
Биение измерительного шарика не должна превышать 0,05мм.
Основные циклы О9721,О9722,О9723,O9724,О9726,О9727,О9731,О9732,О9801,О9802,О9803, О9810,О9811,О9812,О9814
Дополнительные циклы группа 1 О9730,О9804,О9815,О9816,О9817,О9818,О9821,О9822,О9823,О9843
Дополнительные циклы группа 2 О9819,О9820,О9830,О9832,О9833,О9835,О9836
Цикл измерения по методу одного касания О9726
G54 O 0001
G90G80G40G0 Предварительные коды для станка.
G54X0Y0 Исходное положение.
G43H1Z100. Активация корректора1, переход в плоскость 100 мм.
G65P9832 Включение датчика вращением(включаетM19) илиM19
для ориентации шпинделя.
G65P9810Z10.F3000 Защищенное перемещение.
G65P9801Z0T1 Касание базовой поверхности поZ.
G65P9810Z100. Защищенное перемещение.
G65P9833 Выключение датчика вращением(если предусмотрено)
G28Z100. Возврат в нулевую точку.
H00 Отмена коррекции.
M30 Конец программы.
Оборудование сдано заказчику для дальнейшей эксплуатации.