

Тип работ: Пусконаладочные работы
Оборудование: Фрезерный станок Spinner с ЧПУ Siemens 840D
1. Устанавливаем приёмник Renishaw OMI 2T. Для этого первоначально определяем место, что бы ничего не препятствовало (шпиндель, поворотные головки, инструментальный магазин и т.д.) сигналам связи между приёмником и датчиками.
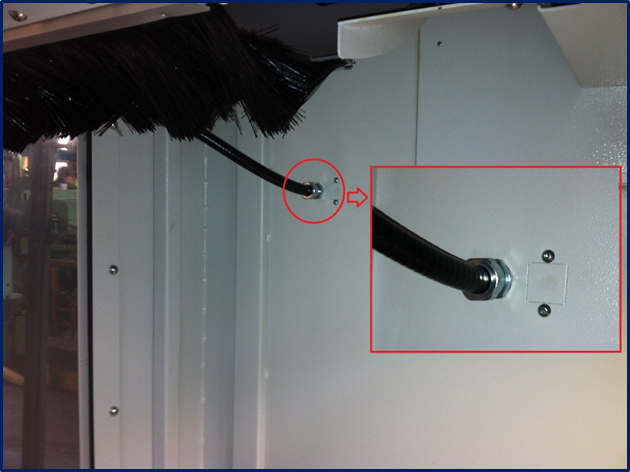
2. В станке уже предусмотрена предподготовка отверстия для обеспечения проводки провода в рабочую зону станка. Оно находится внутри рабочей зоны на задней стенке под инструментальным магазином. Выбиваем заглушку и прикручиваем туда защитную гофру, предварительно прикрепив другой её конец к корпусу приёмника. Часть кабеля которая находится в рабочей зоне, должна быть защищены влагостойкой гофрой с уплотнениями
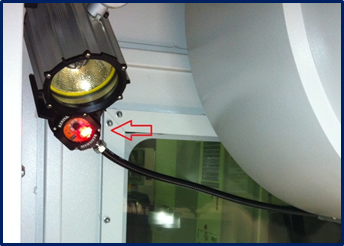
3. Закрепляем приёмник (наилучшее место, это левая стенка кожуха, чуть выше плоскости смены инструмента, за светильником дополнительного освещения). Также закрепляем провод к барабану, чтобы он не мешал при смене инструментов

4. Далее проводим провод по кабелеукладочным каналам, расположенным в задней части станка и заводим сверху в электрошкаф. Предварительно отмеряем длину провода.
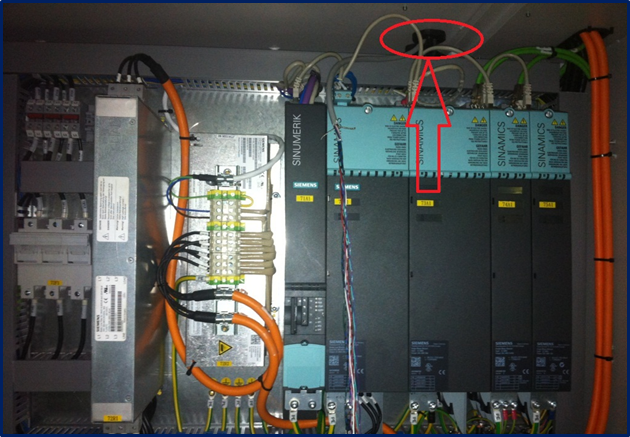
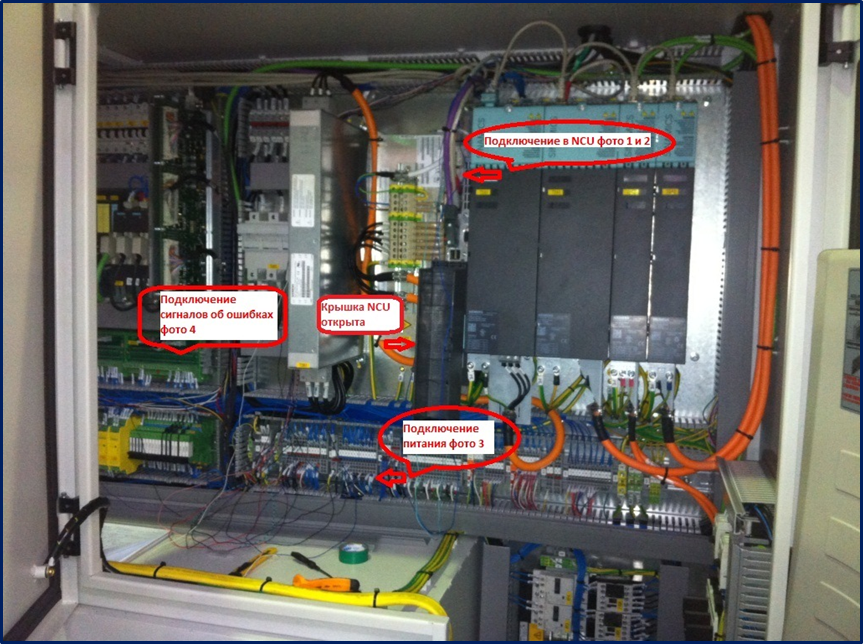
5. Открываем кабелеукладчики внутри электрошкафа, а так же блок NCU и подключаем приёмник согласно следующей схемы
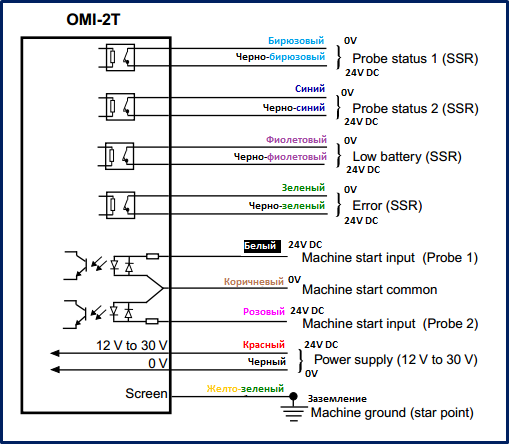
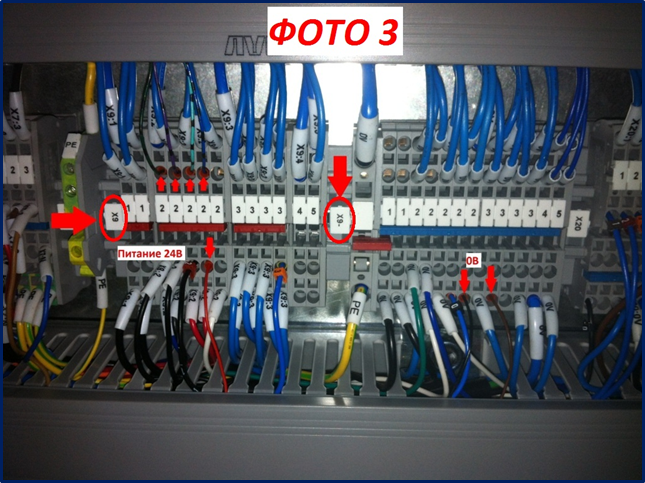
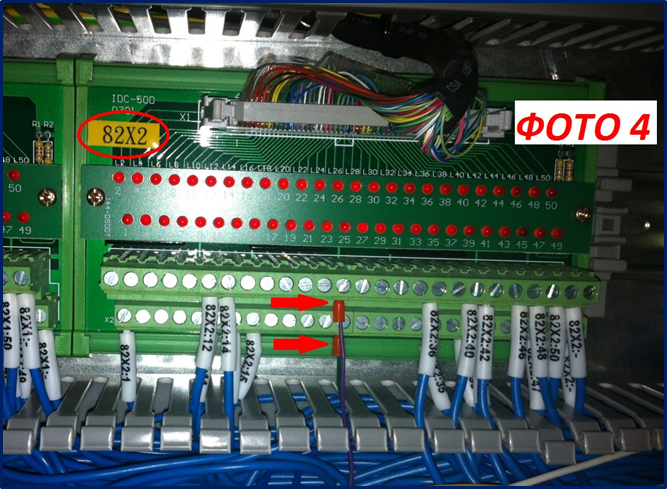
6. Реализуем вышеуказанную схему на станке. Предварительно определяем по электрической схеме как производитель станка рекомендует подключать устройство для измерений. На данном станке производитель рекомендует использовать измерительную систему BLUM. Однако, схема подключения аналогична подключению датчиков Renishaw. Определяем, с каких клемников брать питание и куда заводить сигналы об ошибках. В нашем случае 24В берём на клемнике 9Х, 0В на клемнике 9Х-, сигнал о разряде батареи на 82Х2 pin 26, сигнал о ошибке в процессе измерений 82X2 pin25. Сигналы от датчиков probe status 1 и probe status 2 необходимо заводить в устройство NCU (для первого датчика probe status 1 используется разъём X122, для второго probe status 2 используется разъём X132). Однако устройства NCU бывает двух типов: NCU 7x0.2 – разъёмы Х122 и Х132 имеют по 12 пинов. NCU 7x0.3 - разъёмы Х122 и Х132 имеют по 14 пинов. Если установлено устройство NCU 7x0.2, то для первого датчика используем разъём Х122 пин 11, для второго Х132 пин 11. Если установлено устройство NCU 7x0.3, то для первого датчика используем разъём Х122 пин 13, для второго Х132 пин 13.
На данном станке установлено устройство NCU 7x0.2.


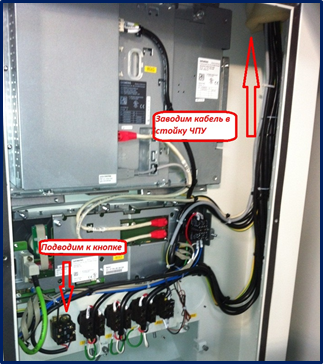
7. Для переключения между выборами датчиков (белый и розовый провод) можно использовать свободные М-функции, адреса типа $A_OUT – если они свободны. Если нет возможности использования этих функций, то можно использовать обычный переключатель с тремя положениями. Проводим кабель в стойку ЧПУ, устанавливаем переключатель, подсоединяем с одной стороны 24В, а с другой каналы. 24 В берём с любой рядом стоящей кнопки (проверив мультиметром).



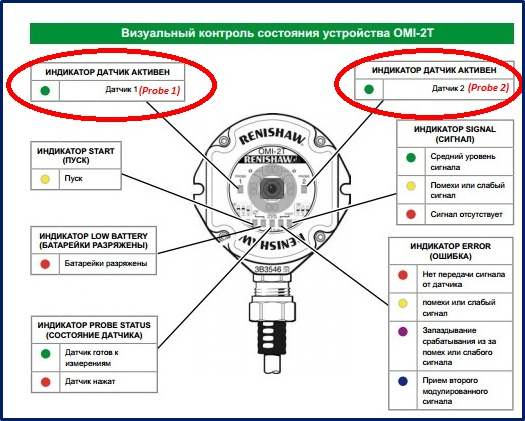
8. Включаем питание станка и проверяем правильность подключения. При повороте переключателя на выбор щупа для измерения детали на приёмнике должен загораться зелёный светодиод Probe 1, при повороте переключателя на выбор щупа для измерения инструмента на приёмнике должен загораться зелёный светодиод Probe 2.
9. Собираем щупы согласно инструкции изготовителя. Устанавливаем щуп для настройки инструмента и щуп для привязки детали. Производим выверку, с помощью индикатора, добиваясь точностных параметров заданных изготовителем (±2,5 мкм, посмотреть инструкцию к датчику).
10. Настраиваем щупы для передачи сигналов. Они должны быть настроены по следующим параметрам:
- Щуп для измерения инструмента OTS.
- Щуп для измерения и привязки детали OMP40-2.
11. Проверяем согласованность работы приёмника и щупов. Устанавливаем переключатель в положение Probe 1 (индикатор на щупе должен заморгать зелёным цветом, а при нажатии на приёмнике должен загораться красный индикатор). Затем устанавливаем переключатель в положение Probe 2 и проверяем работу щупа для измерения инструмента.
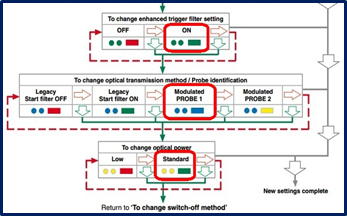
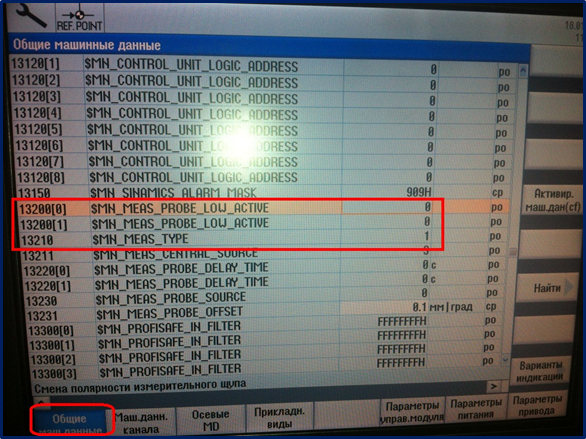
12. Настраиваем систему ЧПУ. Вводим пароль SUNRISE через ↑Shift, и изменяем следующие параметры: MD 13200[0]=0, MD13200[1]=0, MD 13210=1.
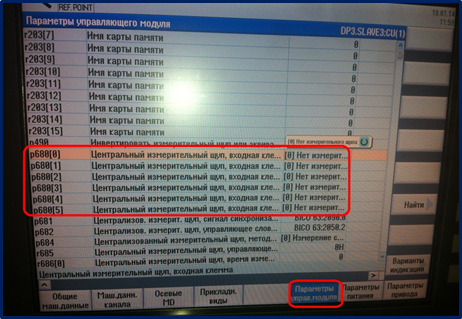
Далее меняем параметры CU: p680[0,1,2,3,4,5] = 0
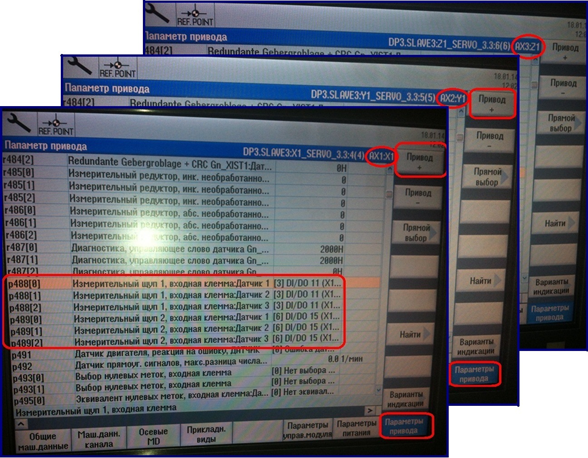
Затем изменяем параметры привода: p488 [0,1,2] = [3] DI/DO 11 (X122.11) для приводов X,Y,Z. – вход для первого щупа. p489 [0,1,2] = [6] DI/DO 15 (X132.11) для приводов X,Y,Z. – вход для второго щупа. Если установлено NCU 7x0.3, то p488 [0,1,2] = [3] DI/DO 11 (X122.13) p489 [0,1,2] = [6] DI/DO 15 (X132.13)
13. Сохраняем изменения в параметрах, для этого меняем параметр p0971 на 1 и дожидаемся когда вернется в 0 (или используем экранную кнопку «активировать MD» ). Иногда для сохранения параметров необходимо перезагрузить ЧПУ.
14. Для проверки срабатывания датчиков и правильности настроек заходим в экран Диагностика -> Перем. ЧПУ/PLC и проверяем следующие сигналы: DB10.DBX107.0 – вход первого датчика Х122 пин 11 DB10.DBX107.1 – вход второго датчика Х132 пин 11
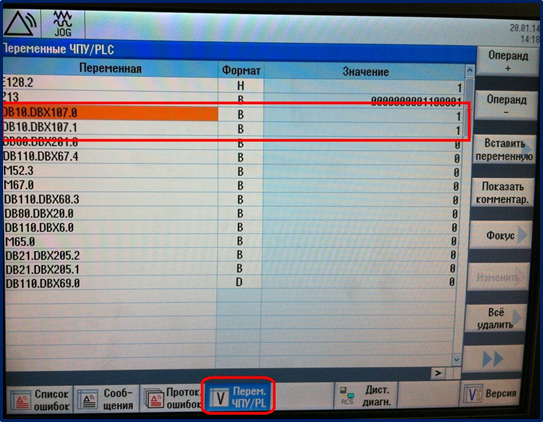
Если не выбран ни один датчик, то они должны быть ровны 1 (это не даёт возможность запустить циклы без предварительной выборки датчика). Если выбран любой из датчиков, то они оба должны быть ровны 0. При нажатии на щуп выбранного датчика оба канала меняются на 1 (это происходит из-за того что они дублируют сигналы друг друга). Однако описанная, выше, настройка параметров даёт возможность системе ЧПУ брать сигнал только с того датчика который выбран.
15. Далее необходимо проверить наличие стандартных циклов измерения в системе ЧПУ. Для того чтобы они отображались необходимо ввести пароль SUNRISE. Первоначально проверяем цикл CUST_MEACYC: программа пользователя до/после измерения.
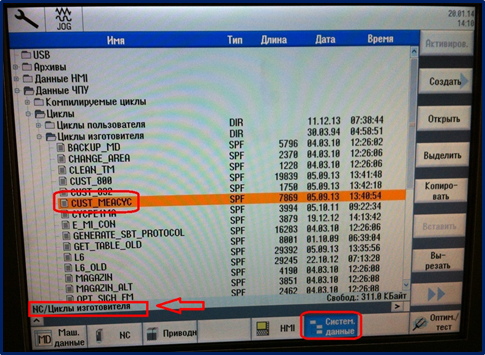
Проверяем наличие циклов CYCLE 961, CYCLE 971, CYCLE 976-979, CYCLE 996-998. Эти циклы непосредственно отвечают за тип выбранного измерения. Они должны находится по следующему пути: Системные данные –> Данные ЧПУ -> Циклы –> Стандартные циклы.
Нумерация и количество циклов может отличаться, в зависимости от оборудования. Полное описание циклов можно посмотреть в литературе SINUMERIK 840D sl/ 828 D Измерительные циклы, справочник по программированию № 6FC5398-4BP40-3PA0
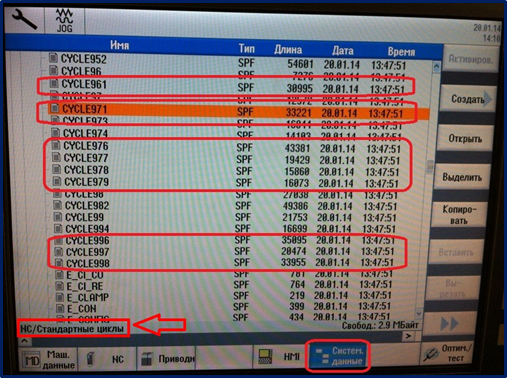
Если эти циклы отсутствуют их необходимо установить, либо использовать циклы предоставленные фирмой Renishaw.
После разрешения вопросов с циклами производим калибровку щупов. Калибруем щуп привязки инструмента. Для этого собираем оправку. Точно измеряем её длину относительно шпинделя, (чем точнее вычислим, тем точнее привяжем). Записываем в Tool manager вычисленную длину вылета и диаметр. Подводим оправку приблизительно в центр щупа, по высоте на расстояние не более 10 мм.
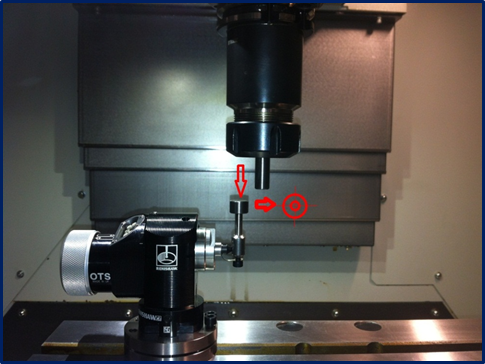
Далее запускаем функцию калибровки. Также при проведении калибровки система автоматически запоминает месторасположение щупа датчика относительно координат станка. И при вызове автоматического цикла измерения сама подведёт щуп под инструмент из любого места. Однако, для точного запоминания месторасположения необходимо производить калибровку по длине и диаметру.
Нажимаем ЦИКЛ СТАРТ.
После калибровки проверяем измерение в автоматическом режиме. Например, выводим стол в любое положение и запускаем измерение длины.
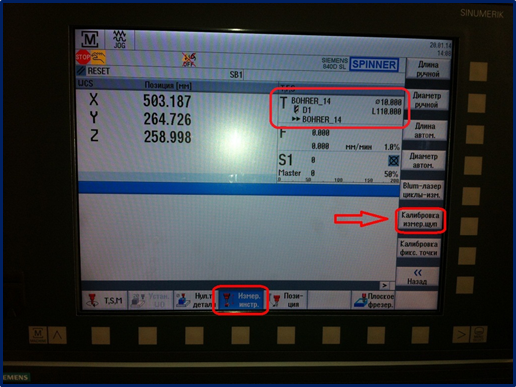
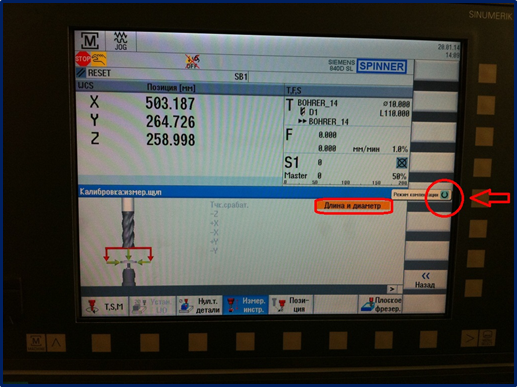
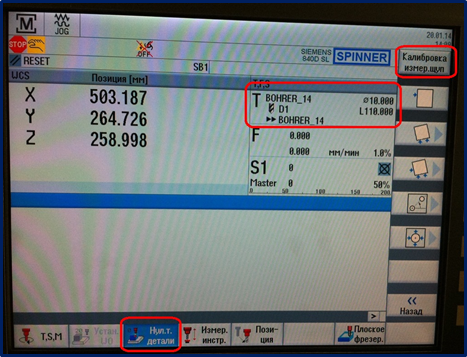
Производим калибровку щупа привязки детали. Перед этим необходимо точно вымерить вылет длины щупа и диаметр сферы. Далее измеренные величины заносим в описание инструмента. Затем выбираем щуп и производим калибровку его вылета. Для этого заходим в меню.
При измерении необходимо откалибровать щуп относительно плоскости стола станка. Производим касание плоскости стола.
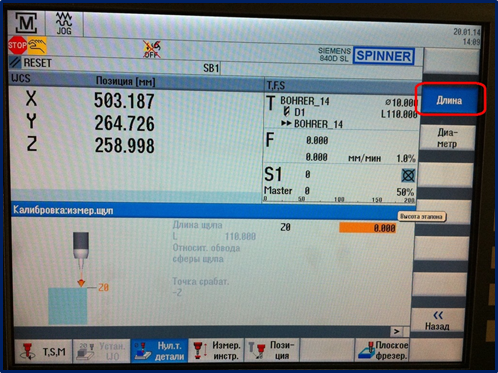
Нажимаем ЦИКЛ СТАРТ! Далее производим калибровку по диаметру.
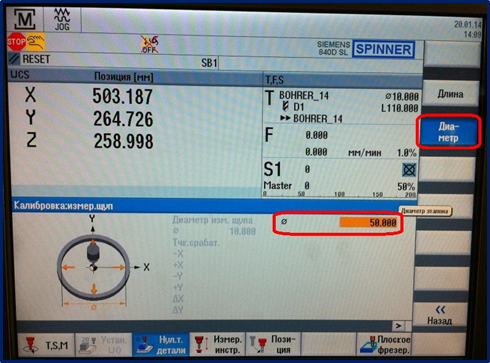
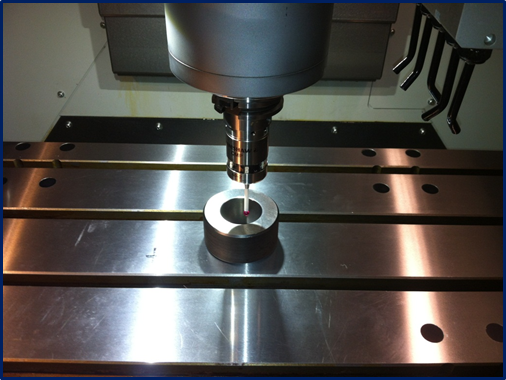
Устанавливаем калибровочное кольцо. Заводим щуп в центр и опускаем относительно верхней плоскости кольца на величину не менее диаметра сферы.
Нажимаем ЦИКЛ СТАРТ! Оборудование готово к работе