

Тип работ: Ремонтные работы
Оборудование: Фрезерный станок SPINNER
Описание зависания цикла смены инструмента:
При включении функции(в любом режиме MDA или JOG(оболочка отработки команд ShopMill)) происходит смена инструмента на фрезерном станке. Цикл смены на станке отрабатывает следующее:
- происходит подготовка вызванного инструмента в магазине с вращением и подвода гнезда к передаточному месту ATC;
- определяет положение и выходит в точку смены по оси Z и отключение СОЖ;
- опускается стакан с инструментом;
- разворот руки манипулятора АТС для захвата инструментов;
- разжим шпинделя и продувка конуса воздухом в шпинделе;
- опускание, разворот и подъём руки манипулятора АТС для смены текущего инструмента в шпинделе;
- зажим нового инструмента в шпинделе;
- разворот руки манипулятора АТС в исходное положение;
- подъём стакана инструмента для разблокировки вращения магазина;
- запись данных коррекции инструмента и их активизации в канале данных ЧПУ для текущего инструмента в шпинделе; (НА ЭТОМ ШАГЕ ПРОИСХОДИТ ЗАВИСАНИЕ, КОТОРОЕ ДЛИТЬСЯ БЕСКОНЕЧНО.)
На экране следующее:
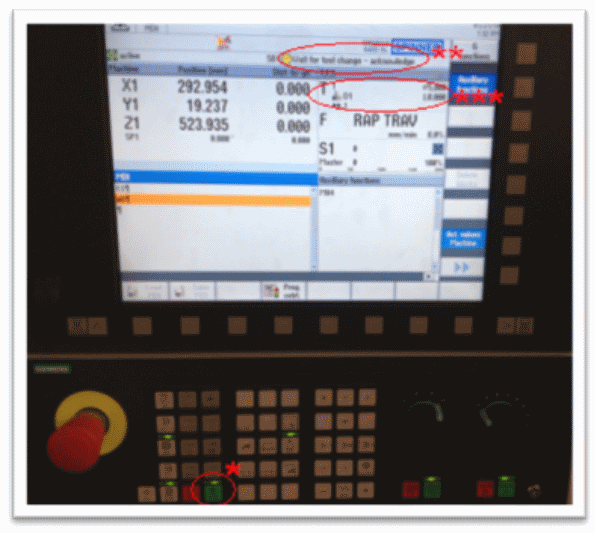
* - активен цикл отработки вспомогательных функций Cycle Start
** - висит сообщение Wait for tool change - acknowledge
*** - видно, что считались данные коррекции текущего инструмента, который ранее вызван
(Если нажать в данный момент RESET, данные коррекции инструмента сбрасываются и программно шпиндель остаётся без инструмента, физически инструмент остаётся в шпинделе.)
Если пользоваться экраном диагностики SPINNER - > Tool Changer, при зависании на этом этапе видно следующее:
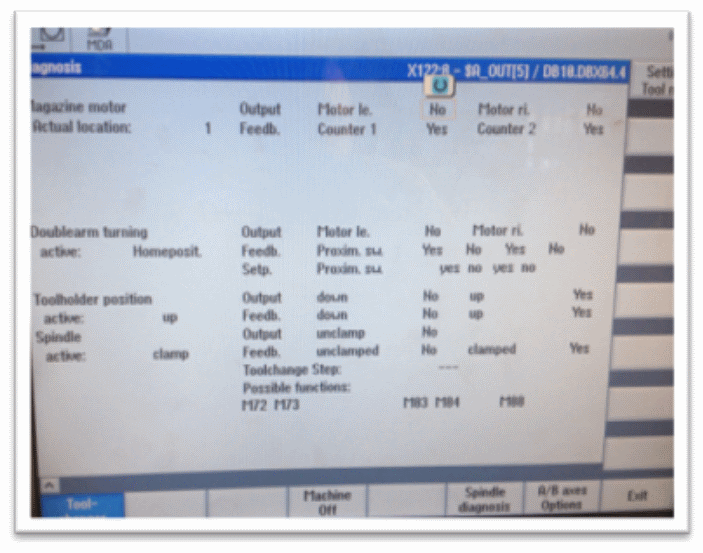
При этом во время цикла смены до зависания в строке шага цикла Toolchange Step проходят все девять шагов.
На экране SPINNER - > Tool Changer - > Setting Tool
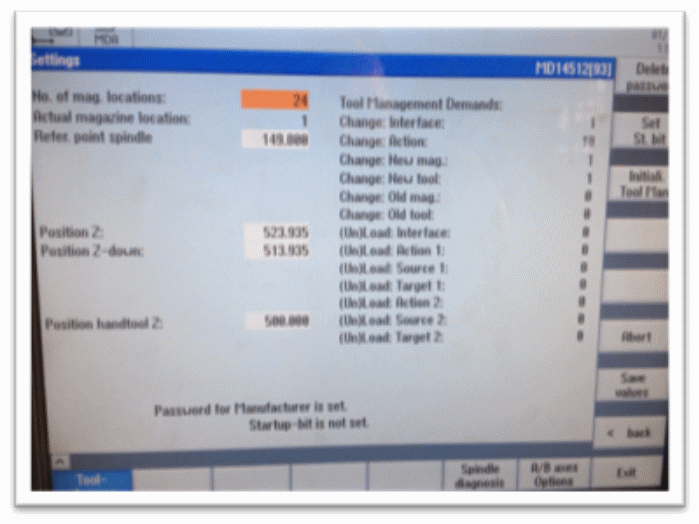
В строке Change: Action: 10
На этапе окончания смены инструмента происходит подтверждение корректной смены инструмента и запись текущего номера в ячейку магазина. Анализируя текущее состояние с датчиков положения, задействованных в цикле смены инструмента и определяя их текущее состояние, определенно следующее:
Описание исключения ошибки:
Определившись с номерами датчиков:
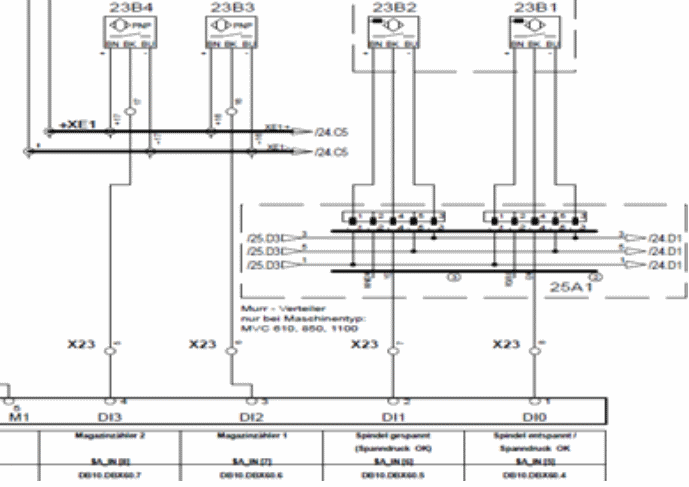
- данные датчики 23В2(разжим) – IN[6] и 23В1(зажим) – IN[5]
- необходимо отрегулировать и скорректировать расстояние между ними, для прохождения сигнала во временном интервале логики оборудования.
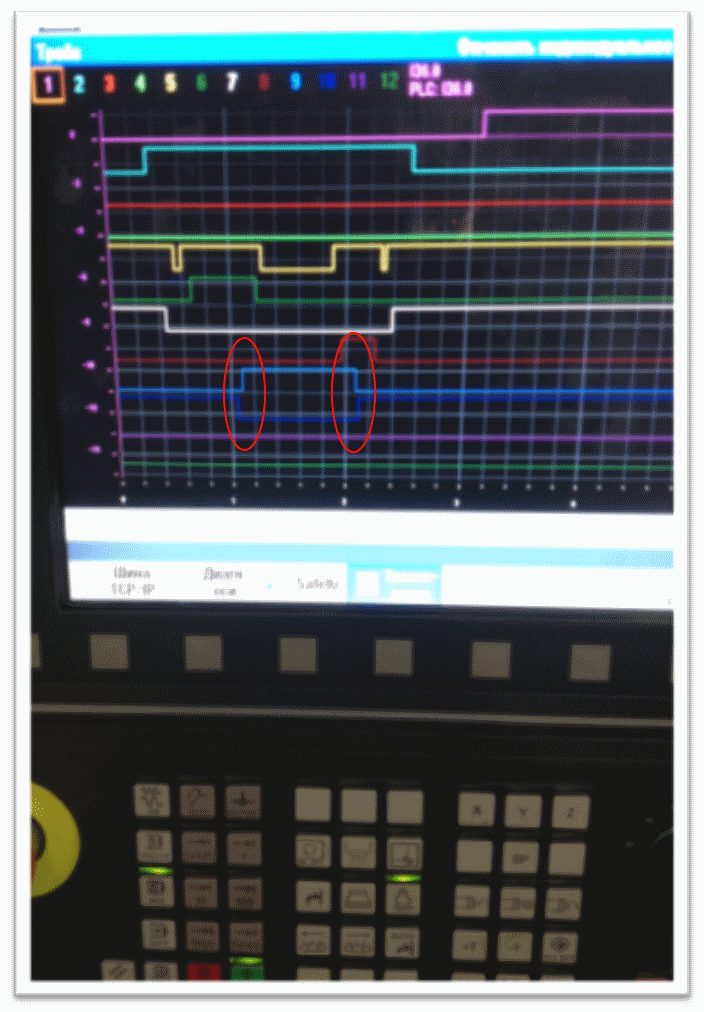
После выставления датчиков характер работы должен быть следующим:
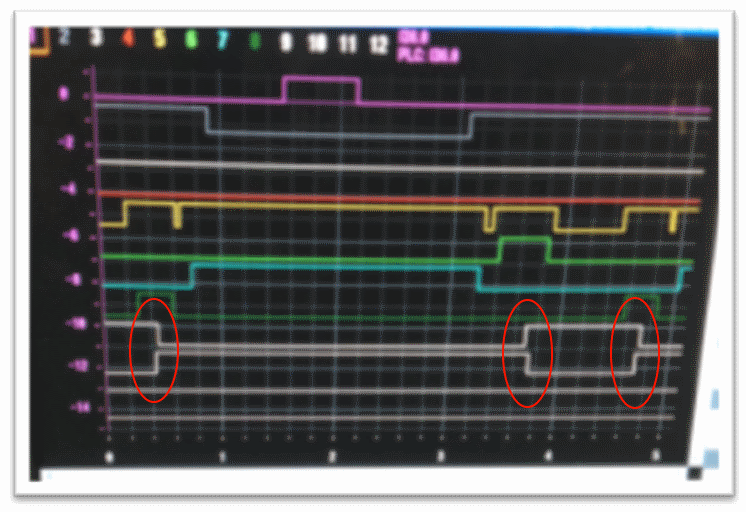
- в линиях состояния 9 и 10 на рисунке трассировки сигналов показана корректная работа состояния датчика зажима и датчика разжима инструмента в шпинделе.
- ошибка решена путём выставления данных датчиков и не вызывает зависание при работе цикла смены инструмента.